Peter Hofbauer’s private Homepage
Selbstbauprojekte
eigene Entwicklungen


Senk-Erodiermaschine, Version 3, Seite 1/2





Die “Version 3” besteht aus:
1.
Erodier-Generator
2.
Pumpeneinheit mit Filter
3.
Z-Achse meiner CNC-Portalfräse.
Die Elektronik im Erodier-Generator ist mit der “Version 2” bis auf kleine Änderungen identisch.
Die CPU-Platine, die Endstufe und der Kühlturm sind unverändert.
Das Netzteil ist wegen der vereinfachten Notaus-Schaltung neu.
Die Firmware der CPU ist erweitert worden:
1.
Die Steigung der Z-Spindel ist von 1 bis
10mm pro Umdrehung einstellbar. Die
Werte für 8mm und 5mm sind getestet
worden.
2.
Statt der Auf/Ab-Wippe jetzt ein Joystick-
Poti. Wird analog eingelesen und in +/- 10
verschiedene Geschwindigkeiten
verwandelt.
Der Generator wird mit einer 9 poligen Sub-D
Leitung mit der Z-Achse der CNC verbunden.
Sobald der Generator eingeschaltet ist, schalten
Relais am Z-Motor die 4 Leitungen des Motors
und die beiden Z-Endschalter von der CNC-
Steuerung auf den Generator.
Die X- und Y-Steuerung der CNC bleibt in Betrieb.
Kann zum Einrichten mit Hilfe der Hand-
Bedienung der CNC verwendet werden.
Leider kann man den Kühlmittelumlauf der CNC
nicht fürs Erodieren verwenden. Je nach Zustand
des Kühlmittels ist das Ergebnis katastrophal.
Zum Erodieren wird ein Behälter für die
Erodierflüssigkeit benötigt.
Die Pumpeneinheit mit Filter ist fürs Erodieren
unbedingt nötig. Die Pumpe wird an den
Generator angeschlossen. Die Pumpleistung ist
stufenlos einstellbar.


Die Bedienung









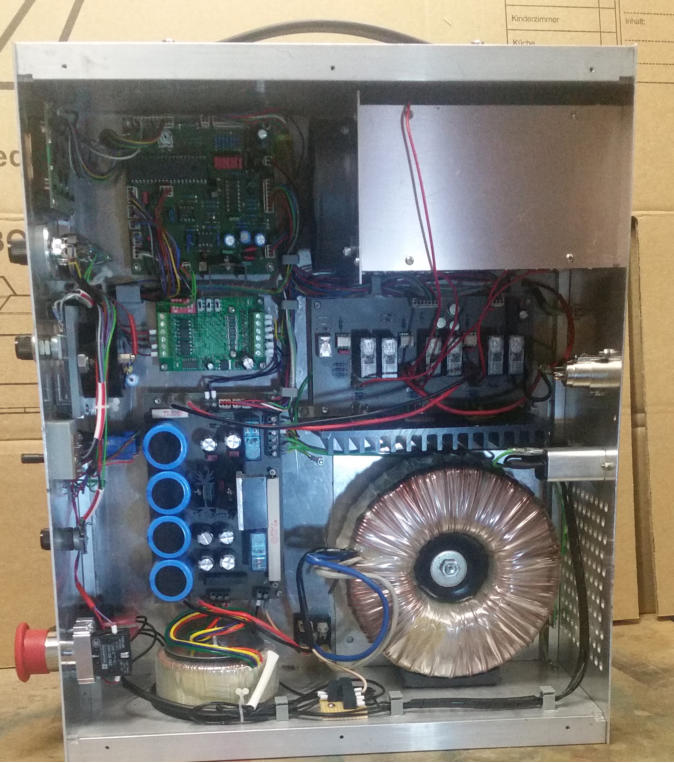
Der Aufbau des Generators
Der Generator sollte ein kompaktes, hochkant stehendes Gehäuse. Wegen Platzmangel in
meiner kleinen Werkstatt sollte er nur sehr wenig Grundfläche verbrauchen.
Fertige Gehäuse passen nie. Sie sind entweder zu klein, zu groß, oder zu teuer. Also habe ich
wieder den Selbstbau vorgezogen.
Auf eine 360x440x3mm-Aluplatte sind
zwei 360mm lange Alu-Quadratprofile,
Querschnitt 140x20mm, oben und
unten mit den Konstruktionskleber “RK-
1300” verklebt.
Wegen der recht großen Klebefläche
von 360x20mm ist die Tragfähigkeit
sehr hoch. Der Generator hat wegen
des großen Trafos ein Gewicht von
17kg.
Zur Versteifung sind vorn und hinten je
eine Alu-Quadratstange 8x8x406mm
drauf geklebt.
In den Profilen
sind an allen
vier Enden je
zwei Alu-
Quadratstangen 8x8x70 eingeklebt. Die
sind nötig weil dort noch M3-Gewinde
fürs Front- und Rückwand-Blech und
der Abdeckplatte rein müssen.
Der 1,1kVA-Ringkerntrafo für die Erodierspannung bekommt auf der Aluplatte noch ein 4mm-Alublech.
Damit die Schraube im Zentrum des Trafos beim fest ziehen die Platte nicht verbiegt.
Der 1,1kVA-Trafo ist etwas zu
groß, den hatte ich günstig
besorgen können. Eigentlich
reichen 650VA aus.
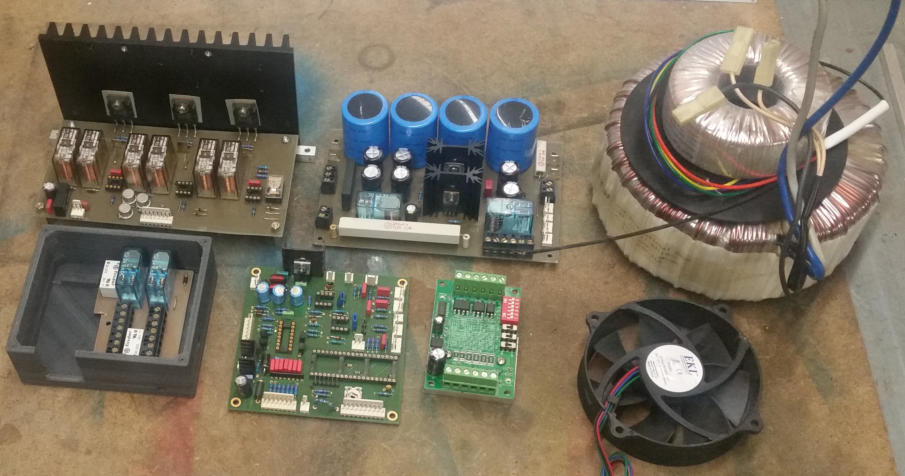
Die Platinen für die Endstufe und
Netzteil wurde mit der Voronoi-
Methode auf der CNC gefertigt.
Die CPU-Platine habe ich extern
anfertigen lassen.
Der Kühlturm ist eigentlich eher
ein Heizofen. Hier werden die
unbedingt nötigen Widerstände
fürs Erodieren mit einen Lüfter
gekühlt. Die Luft wird von den
Löchern in der Rückwand unten
angesaugt und durch die
Widerstände oben an der
Rückwand nach draußen gedrückt.
Auf diese Weise werden auch die
anderen Wärmequellen gekühlt.







Kühlturm mit den
Widerständen
und Lüfter
CPU
Schrittmotor-
Treiber
Netzteil
1,1kVA-Trafo
Endstufe

80VA-Trafo
Z-Achse
Werkzeug
Werkstück
Pumpe
Netz
Endstufe
Netzteil
CPU-Platine
Schrittmotor-
Treiber
Z-Motor-Relais
mit Gehäuse
Lüfter für Kühlturm
1,1kVA-Trafo
für Erodierspannung
Trafo für
Steuerung
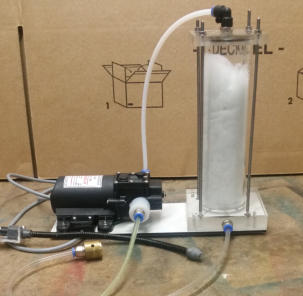
Pumpe und Filter
Zum Erodieren wird ein Behälter mit Erodier-Dielektrikum benötigt. Werkzeug und Werkstück müssen sich im Dielektrikum befinden. Der beim
Erodieren entstehende Abbrand erfordert einen Dielektrikum-Umlauf mit Filter. Ein Ansaugnapf ist unten im Behälter. Von dort geht ein Schlauch
ans untere Ende des Filters. Das Filter besteht aus ein mit Filterwolle gefülltes senkrechtes Plexi-Rohr. Die Pumpe saugt am oberen Ende des
Filters und pumpt das Dielektrikum über einen Schlauch mit
Schwanenhals in den Behälter zurück.
Zum Testen habe ich als Dielektrikum destiliertes Wasser
verwendet. Ist zum Erodieren nicht ideal. Weil das Wasser
trotz Destillation elektrisch schwach leitend ist.
Das Werkzeug mit dem Werkstück ist im Wasser ein
galvanisches Element. Dadurch zersetzten sich beide wenn
sie nicht aus dem Wasser heraus geholt werden.
Richtiges Erodier-Elektrikum ist leider nicht in kleinen Mengen
lieferbar, weshalb ich mich zunächst mit Wasser zufrieden
geben muss.
Als Filterwolle habe ich zerfleddertes Lautsprecher-
Dämmmaterial verwendet. Die Filterwirkung ist gut wie man im
Bild unten erkennt. Im unteren Teil ist der schwarze Abbrand
und oben ist das Wasser wieder glasklar.
Das Plexi-Rohr ist etwa 200mm lang, Durchmesser ist außen
60mm und innen 53mm.
Abdichtung erfolgt mit Gummi-Ringe. Die Plexi-Platten oben
und unten werden mit vier Gewindestangen M4 zusammen
gedrückt.
Die selbst ansaugende Pumpe ist ein 12V / 60W Exemplar.
Wird für Anwendungen z.B. als Dieselpumpe beworben.
Die beiden Schlauchanschlüsse an der Pumpe sind auf der
Drehmaschine angefertigt worden und mit 2K-Kleber an der
Pumpe untrennbar fixiert.
Die Pneumatik-Stecker sind mit Gewinde eingeschraubt.
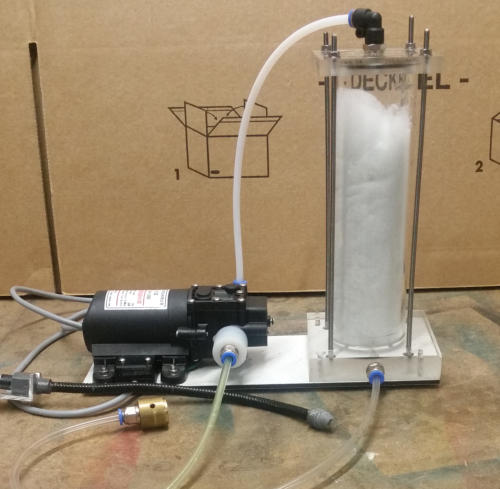
Ansaugnapf

Filtereingang


Filterausgang


Schwanenhals


Beim Erodieren
als Werkzeug Kupfer
das Werkstück Baustahl
Hier ist die Wirkung des Filters zu erkennen
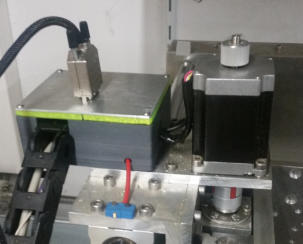
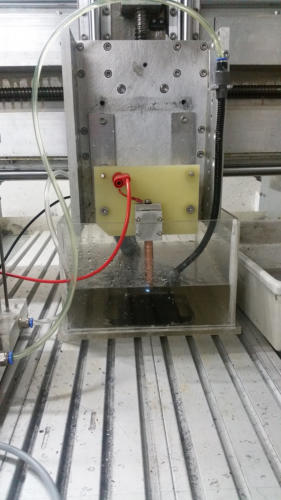
Die Z-Achse
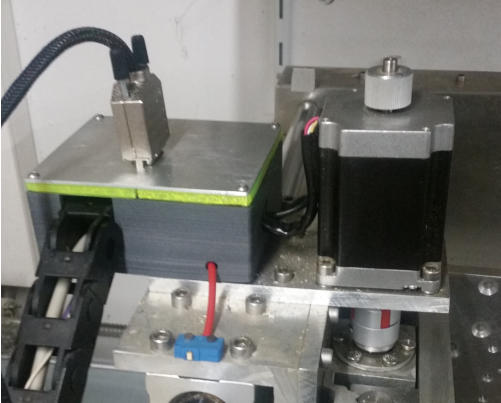
Der Generator wird mit einer 9-poligen Sub-D-Leitung mit der CNC-Portalfräse verbunden. Oben am
Z-Motor ist eine Box mit Relais. Sobald der Generator eingeschaltet wird sind die Relais aktiv und
der Erodier-Generator übernimmt die Steuerung der Z-Achse.
Die X- und Y-Motoren der CNC werden davon nicht beeinträchtigt. Das Erodier-Werkzeug kann in Y
und X-Richtung mit den CNC-Joystick zum Einrichten verfahren werden.
Die CNC hat eine
Positionsanzeige
wobei natürlich nur
die X- und Y-
Anzeige funktioniert
wenn die CNC und
der Erodier-
Generator
eingeschaltet sind.
Eine Platte aus
6mm-Epoxy FR4
dient als
Werkzeughalter.
Wird mit zwei
Schrauben auf die
Z-Achse montiert.
Die Z-Achse
bewegt sich um
5mm bei einer
Umdrehung des
Motors. Pro Takt
bewegt sich dann
das Werkzeug um
1,5625u.
Das Erodieren funktioniert mit dieser Z-Achse sehr stabil und ruhig.
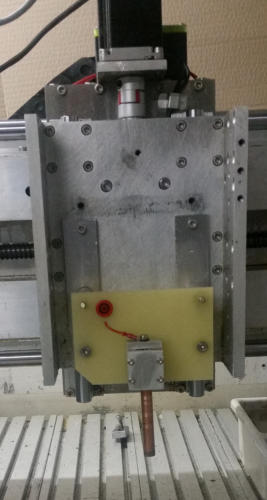
Werkzeughalter
Z-Relaisbox
Die Wirkung der Pumpe
Z-Motor