Peter Hofbauer’s private Homepage
Selbstbauprojekte
eigene Entwicklungen


Spulen-Wickelmaschine, kompakt und transportabel (1/2)






Technische Daten
Abmessungen h 435mm, b 210mm, t 305mm mit geschlossenen Deckel Windungen 1 bis 9999 Lagen 1 bis 999 Spulenbreite Vorschub max. 104mm Drahtdurchmesser einstellbar von 0,01mm bis 9,99mm, gut händelbar nur bis 0,6mm Führungsfehler max. 2,5u (0,0025mm) interne Berechnung CuL-Abwickler Durchmesser bis 160mm, Aufnahmeteller = 120mm, Innengewinde M10 Spulen-Aufwickler Kreis bis 115mm, reicht bis M102, Aufnahmeteller = 78mm, Innengewinde M10 Drehzahl Aufwickler stufenlos einstellbar von 0 bis 370 Umdr/minMeine Überlegungen
Bisher habe ich Trafos gewickelt mit einer Einrichtung an der Drehmaschine. Mit Lichtschranke und Zähler und mit eine Fußtaste für den Drehmotor. Das geht zwar besser als gar nichts, ist aber schwer händelbar. Vor allem mit dünnen Drähten geht es schlecht. Der Drahtzug ist nie richtig hin zu bekommen. Darum habe ich eine Spulen-Wickelmaschine entwickelt und gebaut. Ich habe nur wenig Platz in meiner Werkstatt. Die Maschine sollte deshalb möglichst klein und einfach zu verstauen sein. Außerdem wollte ich so weit wie möglich bereits vorhandenes Material einplanen. In meinen Bestand waren noch Teile von den anderen Selbstbau-Maschinen vorhanden. Ein Schrittmotor, jede Menge Kugellager, eine 8mm-Trapezwelle plus Messingmutter, Alubleche usw. Auch für den elektrischen Teil war fast alles vorhanden. Besonders wichtig ist mir eine gute Drahtzug-Regelung. Damit auch sehr dünne Drähte zu verarbeiten sind.Die fertige Maschine, Bedienung
Daten eingeben:
Mit den 4 Tasten wird der Cursor verschoben. Der Drehknopf verändert die Ziffer über den Cursor. In der unteren Zeile wird ein Text dazu angezeigt. Es sind 4 Daten nötig für die Fertigung einer Spule: • Windungen für die komplette Spule • anhalten nach jeder Lage wegen Lagenisolation • Drahtdurchmesser CuL • Spulenbreite Die Windungen einer Lage und die Anzahl der Lagen rechnet die Steuerung selber aus und zeigt dies in der oberen Zeile in der Form Windungen x Lagen an. Die Ziffer rechts in der 1. Zeile muss auf 1 gesetzt werden wenn die Maschine nach jeder vollen Lage anhalten soll. In der zweiten Zeile werden die aktuell fertigen Daten während der Fertigung permanent angezeigt. In der Form Istwindungen = Windung x Lage. Die Ziffer rechts in der 2. Zeile zeigt den Fertigungs-Status. • 0 = passiv, nach dem Einschalten, Motoren aus • 2 = STOP-Mod, alle Motoren manuell bedienbar. • 4 = Fertigung, wickelt von links nach rechts • 5 = Fertigung, wickelt von rechts nach links • 6 = Zwischenstopp, für z.B. eine Lagenisolation In der 3. Zeile steht der Drahtdurchmesser und die Spulenbreite in mm, beide müssen vor Beginn der Fertigung eingetragen werden. Rechts wird die aktuelle Position des Draht-Vorschubs in mm angezeigt. In der unterste Zeile erscheinen Bedien-Hinweise.Breite kalibrieren:
Die linke Taste setzt die aktuelle Position des Vorschubs auf Null. Das ist die linke Seite einer Spule. Die LED über der Taste quittiert das. Die rechte Taste definiert die aktuelle Position als rechte Spulenseite, also der Spulenbreite. Die Spulenbreite kann auch mit der Dateneingabe gesetzt werden. Ebenfalls quittiert durch die LED über der Taste. Der Joystick bewegt manuell den Vorschub. Die Position wird angezeigt. Unter Null nur mit ---. Wenn beide LEDs leuchten kann der Vorschub nur innerhalb der gesetzten Spulenseiten bewegt werden. Die Tasten setzen und lösen die Kalibrierung wechselnd. Die Spulenbreite kann also mit der Dateneingabe oder mechanisch an der Maschine eingestellt werden. Die Breite - oder genauer - die Position wird dabei angezeigt. Drehzahleinsteller für den Aufwickler. Geht in beiden Richtungen zum Einrichten. In der Fertigung geht nur eine Richtung, also vorwärts. Das Foto zeigt die Steuerung in der laufenden Fertigung.Einrichten und Starten:
Dieses Foto zeigt die Maschine im Fertigungsmodus mit 0,1mm CuL. Der Draht ist zu dünn um sichtbar zu sein. Draht-Eingang, bewegliche Eingangs-Umlenkrolle Lichtschranke für den Zugregler Tänzer, in Arbeitsstellung, er bewegt sich während der Regelung nur um 1 mm! Feder, bestimmt den Draht-Zug Verstellbare Rolle, muss auf eine Seite der Spule zielen, mit einer präzise geführten Umlenkrolle. Dessen Kugellager stammt aus einer Festplatte. Aufwickelteller Spule, die bewickelt werden soll Spulenträger, ist fest mit einer M10-Schraube und einer speziell angefertigten Aufnahme am Aufwickelteller verschraubt Joystick, zum manuellen Vor- Rückdrehen des Abwicklers, eine LED darüber zeigt an ob Joystick aktiviert ist. Die LED ist dunkel wenn die Zugregelung aktiv ist. Wenn der Tänzer nach unten fällt, ist der Joystick aktiviert, die LED leuchtet. Abwickelteller mit Gummiauflage CuL-Drahtrolle Verschraubung der Drahtrolle mit M10-Gewindestange und Rändelmutter Den Draht sollte man vorm Einschalten einfädeln. Von der CuL-Rolle über die Eingangs-Umlenkrolle und durch die 1,5mm-Bohrung im beweglichen Drahteingang. Dann über die 4 Umlenkrollen zur Spule. Dort den Draht sicher anbringen und fixieren. Den Draht durch drehen ab Aufwickelteller etwas straffen. Dann erst einschalten. Nach ersten START (STOP leuchtet) sind die Motoren bedienbar. Den Joystick für den Abwickler nach unten schieben um der Draht zu spannen. Der Zugregler wird sofort aktiv und der Tänzer geht in Arbeitsstellung. Mit den Drehzahlsteller für den Aufwickler kann manuell aufgewickelt und auch abgewickelt werden. Die Zugregelung mit den Tänzer zieht den Draht auch zurück. Durch versuchsweise langsames Vor- und Zurück sieht man ob die Stellung des Vorschubs stimmt und ermöglicht präzise Korrekturen. Unter der Voraussetzung, das alle Daten eingegeben sind, kann es los gehen. Vorher muss der Vorschub an die linke oder rechte Seite manuell verschoben werden. Damit die Steuerung weiß ob links oder rechts mit wickeln angefangen werden soll. Falls der Vorschub dort nicht steht, erscheint ein Hinweis im LCD. Die Spulenbreite wird von Drahtmitte zu Drahtmitte gemessen. Dann START-Taste. Den Drehzahlsteller für den Aufwickler auf 0 stellen. Falls er dort nicht schon steht erscheint ein Hinweis. Von der 0-Stellung ausgehend kann die Drehzahl nach Wunsch erhöht werden. Anhalten der Fertigung ist ganz einfach mit den Drehzahlsteller möglich. Mit der STOP-Taste geht die Maschine in den Zwischenstopp. Daraus kann man wieder starten oder ganz abbrechen mit STOP. Die Maschine hält nicht abrupt an sondern mit einer Abwärtsrampe. Das verhindert unnötige Schrittverluste. Das Anfahren wird immer manuell mit den Drehzahlsteller erledigt. Dazu muss der Drehzahlsteller zuerst auf 0 stehen. Falls er dort nicht schon steht, erfolgt eine Aufforderung im Display “Bitte Drehzahl auf 0”. Das Anfahren mit manuell verstellbarer Drehzahl hat gegenüber einen automatisches Anfahren einen großen Vorteil. Man erkennt wenn irgend etwas nicht stimmt und kann sofort korrigieren.





















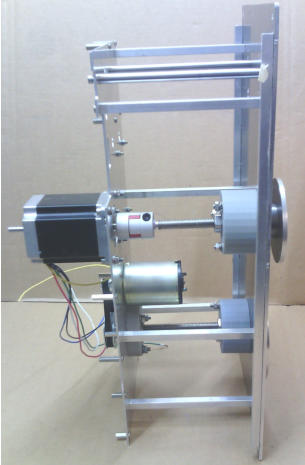
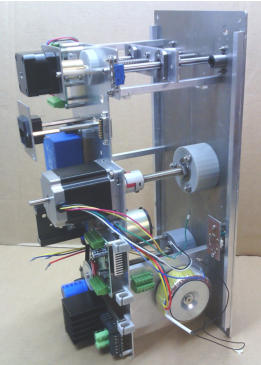
Die Mechanik
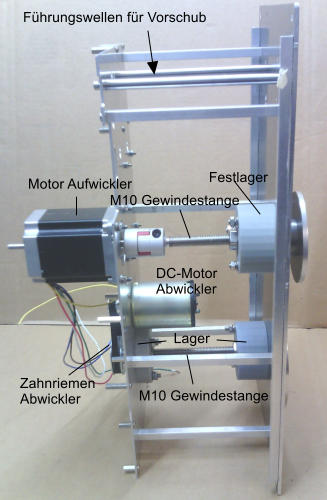
Der Rohbau besteht aus zwei Aluminium-Bleche, die mit 8x8mm Quadratstangen fest verschraubt sind. Zwischen diesen Blechen sind die Wellen für den Abwickler, den Aufwickler und die Führungen des Vorschubs montiert. Das hinter Blech trägt die Elektronik. Die Konstruktion soll nur mit meinen eigenen Mitteln gebaut werden können. Also mit meiner Eigenbau-Portalfräse und meinen kleinen 3D- Drucker. Die Maschine soll in ein altes Alugehäuse eingebaut werden. Das ist ein stabiles Gehäuse mit verschließbaren Deckel. Damit der Deckel drauf passt müssen die Wellen für die Spulen abschraubbar sein. Im Deckel wird das Zubehör untergebracht. Dadurch ist diese Maschine leicht zu verstauen. Hier einige Einzelteile. Die grauen Teile wurden mit meinen kleinen 3D-Drucker gefertigt. Alle beweglichen Teile laufen in KugellagerDer Aufwickler
wird mit einen Schrittmotor angetrieben. Als Welle dient eine M10 Gewindestange. Vorn ist ein Festlager mit zwei gegeneinander verspannten Kugellagern. Die Festlagerschale wurde mit meinen 3D-Drucker gefertigt. Hinten wird der Schrittmotor mit einer Kupplung angeschlossen. Vorn ist die Gewindestange untrennbar mit einen M10-Verbinder verbunden. Dieser hat eine Länge von 25mm und einen Durchmesser von 34mm mit durchgehendes M10 Innengewinde. Die zu bewickelnden Spulen müssen immer mit einer speziell dafür gefertigten Aufnahme an das M10-Innengewinde des Verbinders am Teller schlupffrei angebracht werden.Der Abwickler
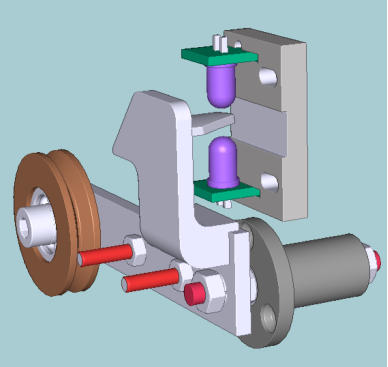
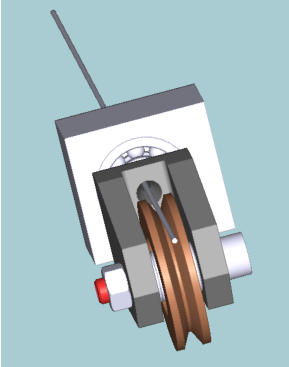
wird angetrieben mit einen DC-Motor. Für ein höheres Drehmoment über eine Untersetzung mit Zahnriemen. Als Welle dient eine M10-Gewindestange. Die ist vorn und hinten mit je ein Kugellager versehen. Die Lagerschalen habe ich mit den 3D-Drucker gefertigt. Die Welle ist vorn und hinten mit je 2 verspannten M10-Muttern gegen Verschieben gesichert. Vorn ist die Welle mit einen M10-Verbinder untrennbar verbunden. Dieser hat eine Länge von 25mm und einen Durchmesser von 34mm mit durchgehendes M10 Innengewinde. Dieses Teil dient zur Aufnahme einer M10 Gewindestange für eine CuL-Drahtrolle. Die CuL-Drahtrolle muss kraftschlüssig mit der Welle verbunden sein. Sonst kann die Zugregelung nicht vernünftig arbeiten. Dazu dient ein Teller aus 6mm-Blech. Darauf ist eine Gummifläche geklebt. Die CuL-Rolle wird mit einer M10 Gewindestange und Rändelmutter auf diese Gummifläche gedrückt. Es wurden überall Kugellager eingesetzt damit ein reibungsfreier Lauf (ohne Stottern) möglich ist. Besonders wichtig wenn sehr dünne Drähte verarbeitet werden.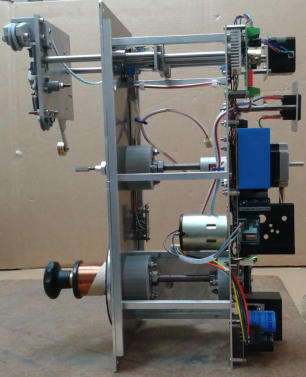



Vorschub-Montageplatte
für Zugregler, Umlenkrollen,
Tänzer, Sensor
Tragplatte für die CPU
Trägt den
Vorschub-
Schrittmotor
Netzeingang
8mm-Trapezwelle
Vorschubträger mit Messingmutter
für Trapezwelle
Lagerflansch für Tänzer
Drahteingang
Festlager für
Trapezwelle
Lager für
Drahteingang
Sensorträger
Führung für
Sensor-Zuleitung
Vorschub-
Kupplung
verstellbare
Umlenkrolle
Tänzerwelle
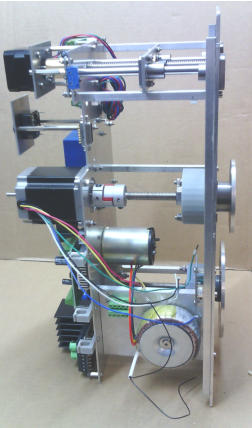
Der Draht-Vorschub mit Zugregler
n Um der Draht möglichst präzise zu führen war eine aufwendige Konstruktion nötig. Die Zuführung des Drahtes erfolgt mit Umlenkrollen, die auf einer verfahrbaren Montageplatte aus 6mm Alublech verschraubt sind. Auf dieser Montageplatte befindet sich der Tänzer mit Sensor für die Zugregelung. Geführt wird die Einrichtung mit vier 8mm-Linearlager und Wellen. Das sind sehr preiswerte Teile mit ausreichender Genauigkeit. Ein kleiner Schrittmotor mit 8mm-Trapezwelle und dazu gehörender Mutter verschiebt die Montageplatte um bis 105mm. Die Auflösung beträgt 2,5u (0,0025mm) pro Schritt des Motors. Am hinteren Ende wird die Trapezwelle mit ein Festlager geführt. Am vorderen Ende ist keine Lagerung der Trapezwelle nötig. Drehbare Drahteinführung, sorgt für einen zentrale Eingangsposition für den Draht egal in welchen Winkel er von unten ankommt. Sensor mit 2 IR-Dioden, eine als Sender, eine als Empfänger. Diese Dioden sind für normales Tageslicht absolut taub. Eine Anschirmung gegen Fremdlicht ist überflüssig. Sensorblende Tänzer, wird präzise mit Lagerflasch geführt. Im Lagerflansch sind zwei verspannte Kugellager. Feder, bestimmt den Draht-Zug Die Umlenkrollen bestehen aus Plastik, wurden alle auf ein Kugellager geschrumpft. Verstellbarer Umlenkhebel. Diese Einrichtung ist verantwortlich für eine genaue Zuführung des Drahtes zur Spule. Die Messing-Umlenkrolle ist mit ein Präzisionslager aus einer Festplatte montiert. M10 Innengewinde, etwa 15mm lang, dient zur Befestigung der Spulen-Aufnahme Der Tänzer mit Sensor und Sensorblende Der drehbare Drahteingang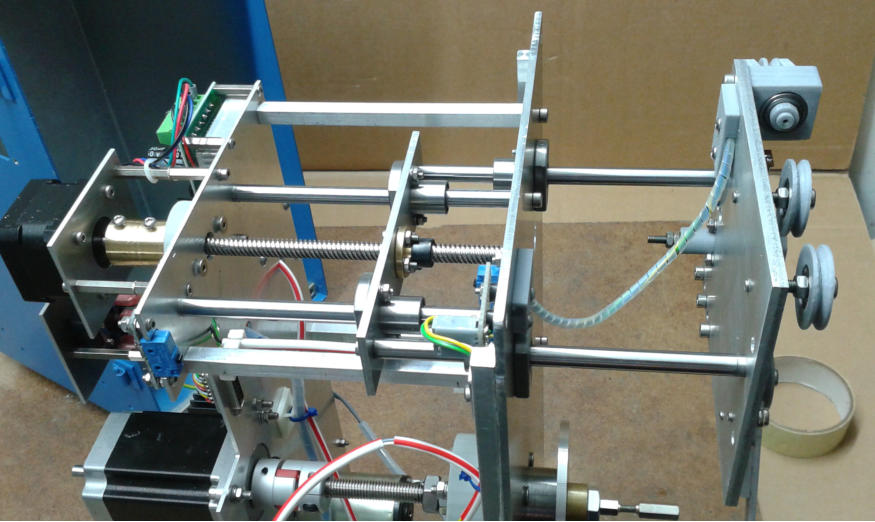












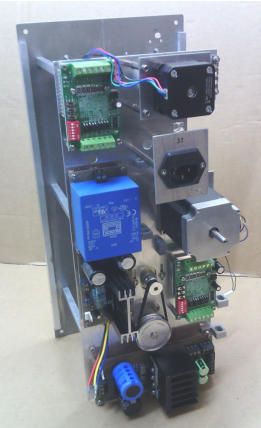


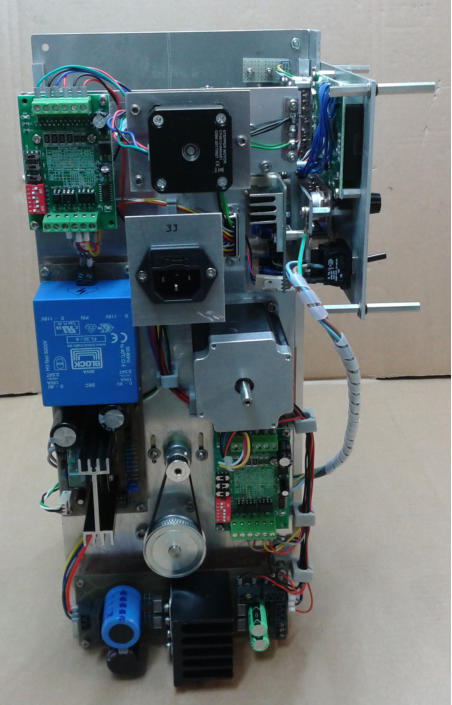

Motor und Motorsteuerung für den Vorschub
Steuerung, CPU, LCD
Schrittmotor Aufwickler
Treiber Aufwickler
Netzeingang
4Q-Steuerung mit eigenen Netztrafo
Zahnriemenscheibe Abwicklerwelle
+/-12V Netzteil







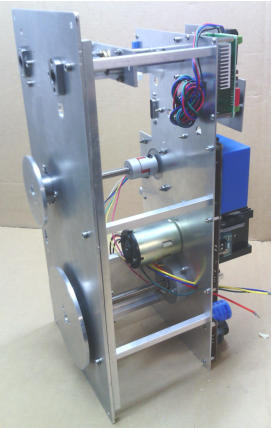
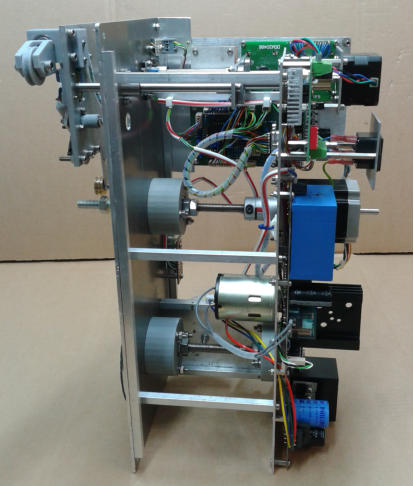
Fotos von der Mechanik




Aufwickler
Abwickler
Vorschub
Linearlager

Tänzerblech

mit 0,1mm CuL bewickelt