

Peter Hofbauer’s private Homepage
Selbstbauprojekte
eigene Entwicklungen


Der Schaltplan
Arduino-Box
CFM9610C
Gesamtschaltplan
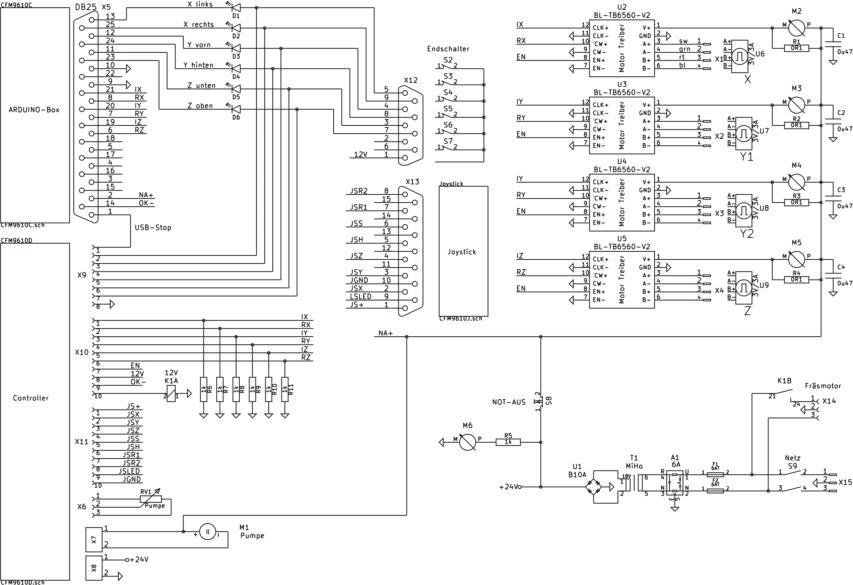
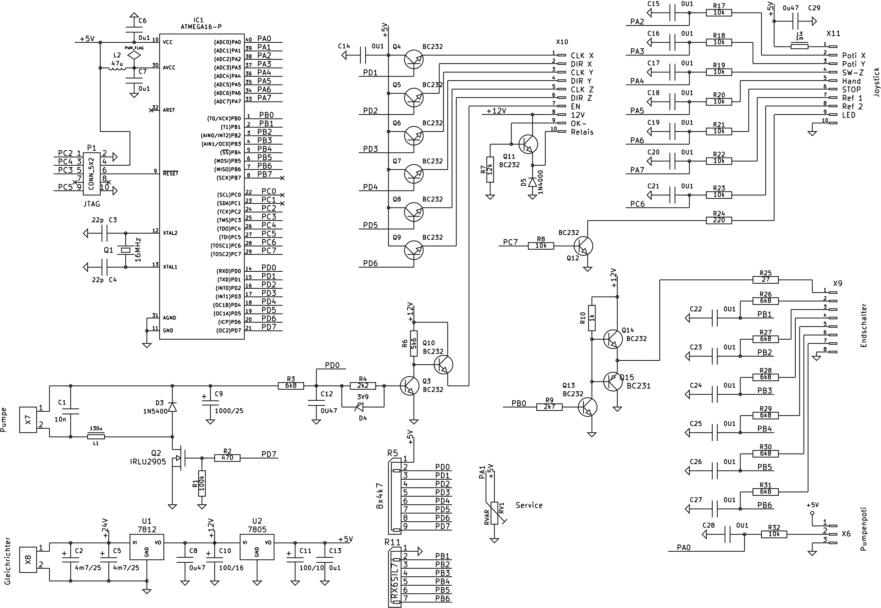
Oben ist der Gesamtschaltplan zu sehen. Darin sind die Arduino-Box (CFM9610C), der Controller (CFM9610D) und der Joystick (Handbedienung CFM9610J) nur als Rechteck sichtbar. Der Netztrafo T1 liefert 18V, daraus ergibt sich nach der Gleichrichtung etwa 24VDC. Diese unstabilisierte Spannung ist die Betriebsspannung für die Endstufen. Die Spannung wird mit Meßwerk M6 angezeigt. Die Endlagenschalter sind über eine 9polige D-Bub-Buchse X12 angeschlossen. Die Signale gelangen über je eine LED und der 25poligen D- Sub-Buchse X5 zum ATMEGA in der Arduino-Box. Die Endschalter arbeiten nach den Ruhestromprinzip. Die LEDs sitzen auf der Frontplatte unter den dazu gehörenden Amperemeter. Parallel werden die Endschalter über X9 auch zum Controller geführt. U2 bis U5 sind die Endstufen, U6 bis U9 sind die Schrittmotoren. Die Eingänge der beiden Y-Motoren sind parallel geschaltet damit beide zeitgleich gesteuert werden. Die Eingänge der Endstufen sind potentialfrei was die Sache sehr vereinfacht. Die analogen Meßwerke M2 bis M5 zeigen die Stromaufnahme der Endstufen an. Die Signale für die Endstufen Clk (Takt) und CW (Richtung) Kommen über X5 von der Arduino-Box oder über X10 vom Controller. Die Sperreingänge (EN) der Endstufen werden bei NotAus im Controller erzeugt. Die Endstufen werden aktiv wenn diese Spannung an EN Null ist. Das Relais K1 schaltet den Spindelmotor . Das Relais wird vom PC via Estlcam aktiviert. Mit Poti RV1 (sitzt auf der Front) wird die Drehzahl einer 12V-Pumpe M1 eingestellt. Der Joystick wird über X11 (Controller) und X13 (Rückwand) angeschlossen.Arduino-Box
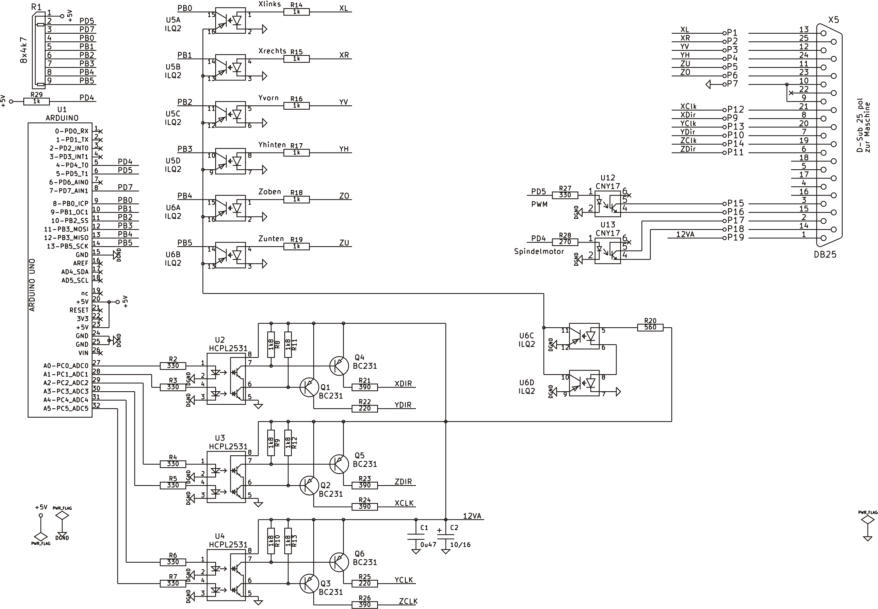
Die Arduino-Box wird über USB von Estlcam angesteuert. Die Ausgänge sind über eine 25polige Leitung mit der Steuerung verbunden. Für die Takt und Richtungs-Signale sind schnelle Optokoppler nötig. Ich verwende hier für U2, U3 und U4 die HCPL2531. Deren Signal wird mit Transistoren (Q1 bis Q6) verstärkt um die Endstufeneingänge zu treiben. Über die Leitung 12VA können die Takt- und Richtungssignale abgeschaltet werden. Die Signale von den Endschaltern der Maschine gelangen über die Koppler U5 und U6 = ILD2 (ILD1 ist nicht geeignet) zum Arduino. Wenn die Leitung 12VA abgeschaltet wird, gehen alle Signale der Endschalter auf High. Daran erkennt Estlcam eine Endschalter-Betätigung und zwar alle 6 gleichzeitig. Damit kann man die Automatik und die Zähler in Estlcam stoppen. Mit einer minimalen Verzögerung. Der Optokoppler U13 schaltet die Spindel und wird nicht mit 12VA abgeschaltet. Das ist wichtig weil ein abschalten der Spindel einen Fräserbruch zur Folge haben kann. Der Optokoppler U12 trennt ein für einen Spindelmotor gedachtes PWM-Signal. Wird hier nicht weiter verwendet.


Gesamtschaltplan
CFM9610
Der Schaltplan besteht aus 4 Seiten:
Gesamtschaltung CFM9610
Arduino-Box CFM9610C
Controller CFM9610D
Joystick CFM9610J
Joystick
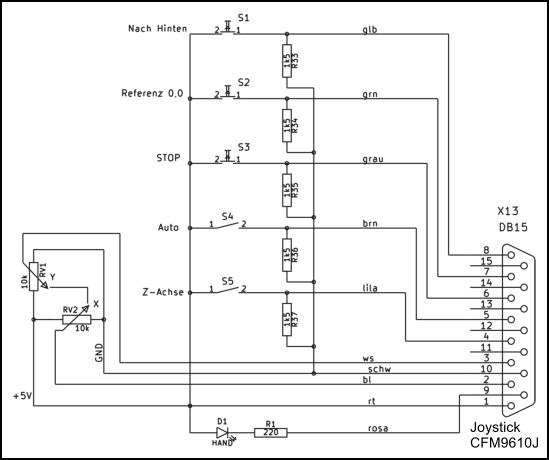
Der Controller erhält seine Kommandos von einer externen Bedieneinheit (”Joystick”). Mit dieser Einrichtung kann die Maschine auch ohne PC bewegt werden. Sehr praktisch zum Einrichten und Testen. Wenn der Schalter S4 auf AUTO steht erfolgt die Steuerung der Maschine vom PC via Estlcam. Die Taste STOP bewirkt auch in dieser Betriebsart ein sofortiges anhalten. Dabei wird Estlcam ein ansprechen aller 6 Endschalter übermittelt worauf der Ablauf anhält. Weil aber Estlcam wegen WINDOWS+USB nur etwas verzögert darauf reagieren kann, sind die Positionen nicht mehr korrekt. Mit dieser STOP-Taste soll vor allem ein Bruch des Fräsers vermieden werden wenn er zum Beispiel gerade auf Spannpratzen zu fährt. Wenn der Schalter S4 auf HAND steht und die LED D1 leuchtet, ist das Joystickpoti aktiv. Damit lassen sich die X und Y-Achse bewegen. Sowohl die Drehzahl als auch die Richtung der Schrittmotoren. Oder wenn der Schalter X5 auf Z steht, die Z-Achse. Die Spannung von den Potis wandelt der Controller mit Hilfe einer Tabelle in eine Drehzahl um. Nach drücken der Taste REF 0,0 wird eine automatische Referenzfahrt zum Nullpunkt gestartet. Dabei werden die Achsen zuerst schnell bis zum ansprechen der Endschalter und dann langsam wieder davon entfernt gefahren. Exakt der Schaltpunkt beim verlassen des Endschalters ist die richtige Position erreicht. Zuerst wird Z nach oben gefahren, dann Y nach vorn und zuletzt X nach links. Nach drücken der Taste NACH HINTEN wird das Portal nach hinten zum Endschalter gefahren. Vorher wird Z nach oben bewegt. Damit wird Platz geschaffen um ein Werkstück ein- oder aus- zu spannen. Die Taste STOP bricht die beiden Funktionen sofort ab.
Controller
Der Controller soll die Maschine unabhängig vom PC steuern. Die Schaltung ist mit einen ATMEGA auf einer Eropakarte aufgebaut. Die Signale CLK (Takt) und CW (Richtung) gibt der ATMEGA über die Transistoren Q4 bis Q9 parallel zu den Signalen von der Arduino-Box aus. Die Arduino-Box wird über Q13 bis Q15 durch niederohmiges abschalten der 12V-Versorgung getrennt. Nur die Steuerung für die Spindel bleibt dann via Estlcam aktiv. An X7 Pin 1 liegt die 24V vom NotAus-Taster an. Bei NotAus wird über Q3 und Q10 die EN-Anschlüsse der Endstufen auf 12V gesetzt worauf die Motoren sofort passiv werden. Diesen Zustand erkennt der ATMEGA über PD0. An X7 ist eine 12V-Pumpe mit PM-Motor angeschlossen. Der ATMEGA steuert mit einer PWM mit Q2/D3 dessen Drehzahl je nach Spannung an X6 Pin 2. Daran ist ein auf der Front sitzendes Poti angeschlossen. Das ermöglicht ein direktes einstellen der Schmiermittelzufuhr. Auf der Europakarte sind die Netzteilelkos für die Power-Versorgung und Stabis für die 12V zu den Endschaltern. Die FräsSpindel wird mit Q11 und ein Relais via Estlcam geschaltet. Wegen der Optokoppler in der Arduino-Box kann das mit Relais erfolgen ohne Störungen befürchten zu müssen. Das mit “Service” bezeichnete Trimmpoti wird zur Zeit noch nicht bedient.
Controller
CFM9610D
Die Elektronik wurde mit der kostenlosen Software KiCAD entwickelt. Die Dateien können hier heruntergeladen werden.
Den Asm-Quellkode und die Hex-Datei für den ATMEGA kann ebenfalls heruntergeladen werden.
Bitte beachten: das ist hier keine Bauanleitung, wer das Nachbaut macht das auf eigene Verantwortung!
Downloads:
Schaltpläne und Platinen (120kB)
Asm-Software und Hex-datei (20kB)
CNC-Portalfräse (2/6)