Peter Hofbauer’s private Homepage
Selbstbauprojekte
eigene Entwicklungen




Bericht / Update Oktober 2017
Die Erodiermaschine habe ich 3 Jahre nach der Fertigstellung nochmal überprüft. Es folgt ein detaillierter Bericht.
Die Spülung
Das Filter für die Spülung war zu klein, das habe ich jetzt geändert. Das Filter besteht aus: Ein abschraubbarer oberer Deckel mit Ablaufrohr, da=4, di=3, ein Dichtring aus Gummi, dichtet den oberen Deckel ab. Ein Plexi-Rohr, da=40, di=32, Länge = 170mm, ist mit den unteren Deckel verklebt. 4 Gewindestangen M4 sind am unteren Deckel permanent befestigt. Damit wird der obere Deckel verschraubt. Unten im Rohr ist ein Schemel, der soll der Zustrom gleichmäßig über die ganze Fläche verteilen. Als Filter habe ich Lautsprecher-Stopfwolle stramm rein gedrückt. Das Filter ist vor der Pumpe, also in der Saugleitung. Oben geht es zur Pumpe, unten kommt es vom Saugrohr im Arbeitsbehälter.
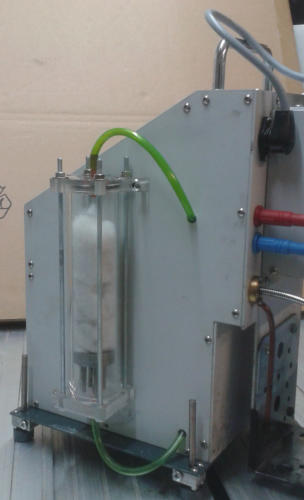
oberer Deckel mit
Ablaufrohr
Dichtring
Plexi-Rohr mit unteren Deckel,
Zulaufrohr und Gewindestangen


Schemel


Die Schläuche haben einen Innendurchmesser von ca. 4mm, Die Rohre im
Spülsystem sind aus Kupfer mit einen Innendurchmesser von 3mm. Die
Verwendete Pumpe passt nicht ganz zum System, sie ist zu stark. Das
Spülmedium kommt mit großen Druck aus dem Spülrohr (Schwanenhals).
Deshalb darf ich die Pumpe nur ganz gering auf drehen.
Eine Alternative wären größere Schläuche und Rohre. Das werde ich aber nicht
mehr ändern.
Der Z-Motor
Die Steuerung (”ZMotor”) für den Z-Motor arbeiten als RxI-Regler. Das funktioniert erst ab einer Mindestdrehzahl richtig. Erst bei einer Steuerspannung (”Ur”) von über 0,5V bewegt sich der Motor. Ab etwa 1V hat er seine volle Kraft. Diese Eigenschaft ist in einer Erodierregelung von Vorteil, man vermeidet damit Vibrationen um die Nullstellung. Bei Industriemaschinen arbeitet man mit einer geringeren Stell-Steilheit um den Nullpunkt des Motors. Trotzdem habe ich die Mindest-Stellspannung versuchsweise von 0,5V auf 0,1V durch anheben der Stellsteilheit um Null gesenkt. Weil sich dabei aber nichts an den Erodiereigenschaften ändert, wurde diese Schaltungsänderung wieder verworfen.3 Versionen des Regler Modul R
Die 1. und 2. Version ist oben schon beschrieben worden. Inzwischen habe ich eine 3. Version entwickelt. Alle 3 Versionen habe ich gründlich getestet. Die Ergebnisse folgen noch. Erstmal eine kurze Beschreibung: Regler Modul R, Version 1 arbeitet nach den klassischen Methode. Die Erodierspannung am Werkzeug wird begrenzt und der Mittelwert als Istwert verwendet. Den Sollwert kann man an der Frontplatte einstellen. Wenn die Begrenzung fehlt, ist die Zündzeit fast ausschließlich wirksam. Je stärker man begrenzt umso stärker wirkt auch die Brennspannung. Regler Modul R, Version 2 verwendet nur die Zündzeit als Istwert. Die Brennspannung hat keinen Einfluss Regler Modul R, Version 3 arbeitet mit einen Prozessor (dsPIC30). Die Zeiten der beiden Zustände Kurzschluss (Erodierspannung = fast 0) und Leerlauf (Erodierspannung = Maximum) werden von der CPU mit einer Auflösung von 0,5us erfasst. Nach etwa 1ms werden beide je nach Gewichtung verglichen und über eine PWM als Analogwert ausgegeben. Dieses Verfahren wurde im Netz beschrieben, leider fehlt mir die Adresse bzw Autor. Ich habe mehrere Zeiten und Algorithmen versucht, funktioniert haben alle. Aber die Ergebnisse waren den Analogregler weit unterlegen. Deshalb habe ich diese Version verworfen. Die Testergebnisse folgen noch. Bisher hatte ich das Erodieren nur nach Beobachtung beurteilt. Dass ist natürlich sehr unzuverlässig. Für einen guten Vergleich der Regler und auch um die richtige Funktion beurteilen zu können, waren zwei Testeinrichtungen nötig.Testeinrichtung: Maschinen-Dummy
Während des Erodierens kann man keine vernünftigen Messungen am Regler durchführen wegen der chaotisch schwankenden Erodierspannung. Dieser Maschinen-Dummy wird anstelle des Werkzeug/Werkstück angeschlossen.Damit hat man ein stabiles Signal. Die Zündzeit und die Brennspannung sind in weiten Bereichen einstellbar. Damit kann die gewollte Funktion des Reglers beurteilt werden.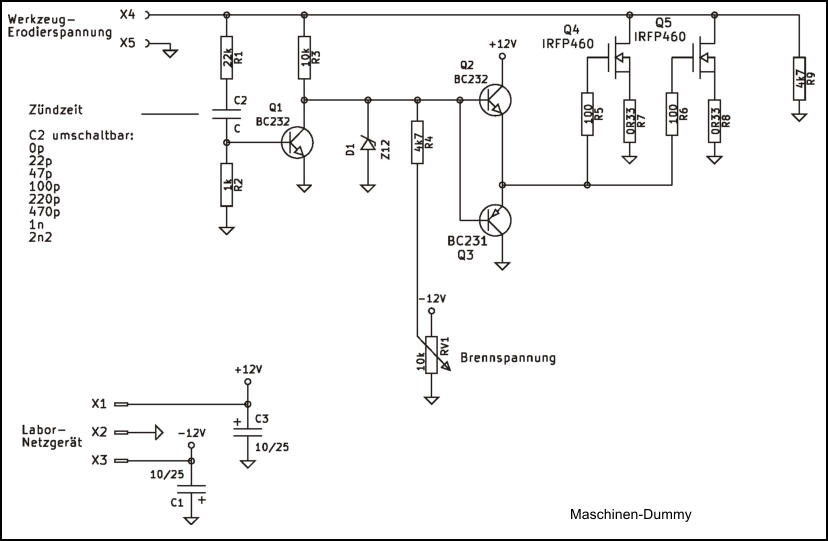
Die Leistungsaufnahme ist begrenzt je nach Transistoren Q4/Q5 und
deren Kühlung.
Der Kondensator C2 bestimmt die Zündzeit, das Poti RV1 die
Brennspannung.
Die Schaltung muss z.B. mit ein Labornetzgerät mit +/-12V betrieben
werden.
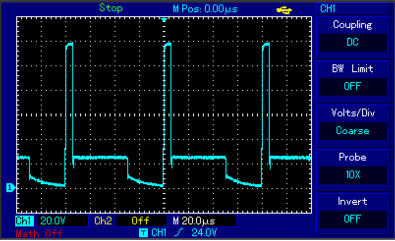
Hier ein Oszi-Bild, Erodierwerte:
On = 50us, Off = 30us
Testeinrichtung: Brennspannungs-Monitor
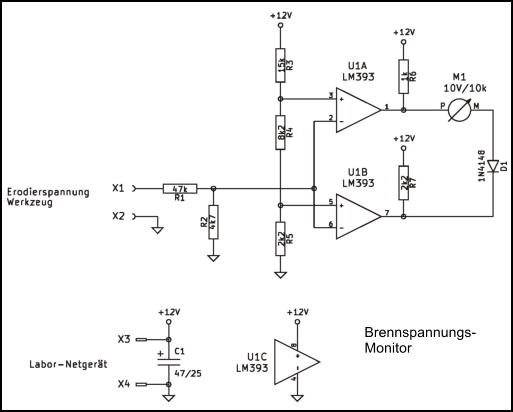
Diese Schaltung zeigt den prozentualen Zeitanteil
der Brennspannung von der gesamten Impulszeit
an. Nur in dieser Zeit erfolgt ein Materialabtrag.
Man sollte wegen der stark schwankenden Werte
ein Zeigerinstrument verwenden.
Die Schaltung wird an die Erodierspannung
parallel zur Maschine angeschlossen und muß mit
ein Labornetzgerät mit 12V betrieben werden.
Diese Einrichtung zeigt sofort die Erodierwirkung
aufs Werkstück an.
Vergleichstest der 3 Regler-Versionen
Vorm Test sind alle 3 Versionen optimal eingestellt. Getestet wird mit: 4,5A, 50us / 50us und 20s Pause. Der Bohrer ist ein Kupferstab mit 4mm Durchmesser. Dessen Stirnfläche wurde auf der Drehbank plan gedreht. Die Bohrtiefe ist auf -1mm eingestellt. Die Maschine stoppt also sobald die Bohrer um 1mm nach unten erodiert. Wenn das erzeugte Loch zum Beispiel eine Tiefe von 0,71mm hat, bedeutet das einen Verschleiß am Bohrer von 0,29mm. Die Zeit ist für diese Einstellungen relativ lang und zeigt den Unterschied zwischen den 3 Reglern gut an. Außerdem wird die Anzeige des Brennspannungs-Monitor angegeben. Regler Erodier-Zeit Lochtiefe Brennspannungs- Bemerkung Minuten mm Anzeige Version 1 33 0,71 1,5 bis 4,0 muss nachgestellt werden, nervös Version 2 52 0,64 1,0 bis 2,5 Einstellungen stabil, aber sehr nervös Version 3 45 0,65 0,8 bis 1,0 stabil, stärkste auf- ab-Bewegung Eindeutiger Testsieger: Version 1 Version 1 ist am schnellsten und hat den geringsten Werkzeug-Verschleiß. Der Brennspannung-Monitor zeigt auch die beste Zustellung auf den Funken an.Update Regler R Version 1
Folgende Änderungen sind vorgenommen worden: 1.) Endstufe: R9 und R13 ändern auf je 4k7, C4 entfällt. 2.) die Leitung “Eroimpuls” von der Endstufe zum Regler muss abgeschirmt sein 3.) Regler Version 1: R1 und C3 entfallen, R4 in 22k geändert und R3 wird durch 2 Widerstände 47k und 39k in Reihe ersetzt.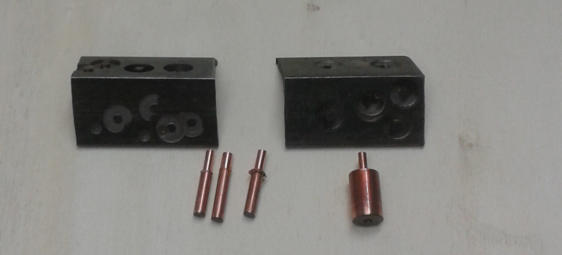
Diese Stahlwinkel wurden für die Erodierversuche bearbeitet. Die Bohrer sind aus Kupfer.

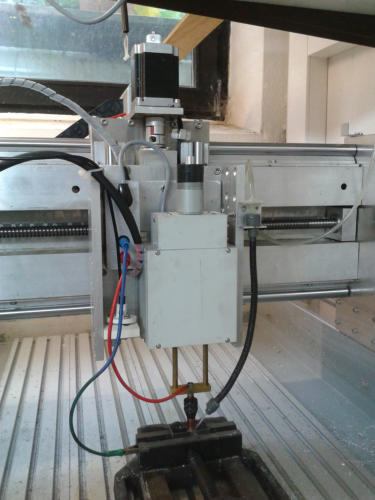
Erodieren auf der CNC-Fräse
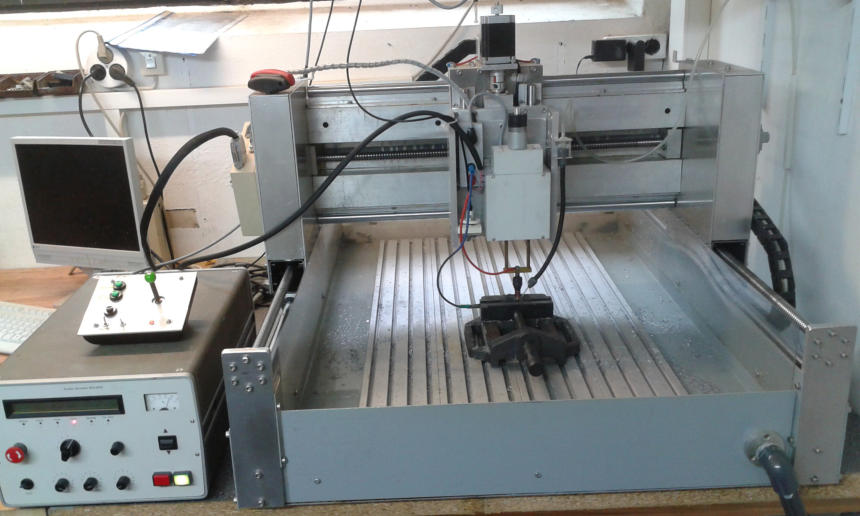
Der Erodierkopf, also die Führung mit Z-Motor, hatte ich abnehmbar konstruiert. Der Erodierkopf ist mit 4 Schrauben und über
Steckverbinder mit der Maschine verbunden.
Jetzt habe ich ein Blech mit Halterungen für den Erodierkopf und elektrische Anschlüsse angefertigt. Der Erodierkopf kann anstatt der
Spindel aufs Z-Blech montiert werden. Auf der CNC kann man ein Werkstück präziser positionieren anstelle der kleinen
Erodiermaschine.
Meine CNC hat einen Spülmittelumlauf, kann der auch zum Erodieren verwendet werden? Ich habe die Leitfähigkeit mal getestet.
Einfach mit Ohmmeter unter identischen Verhältnissen:
Original Erodier-Elektrolyt:
über 40M
Leitungswasser:
ca. 0,12M
Destilliertes Wasser:
ca. 0,12M
CNC-Schmiermittel:
ca. 0,8M
Mit Wasser kann man erodieren, das habe ich schon getestet. Wie die
Testergebnisse zeigen, isoliert das Schmiermittel besser wie Wasser.
Mein Schmiermittel besteht aus “Cool Run-B”, stark mit Wasser verdünnt.
Es Funktioniert! Jetzt können mich abgebrochene Gewindebohrer nicht
mehr in Panik versetzen.
Die Position des Erodierkopfes kann mit meinen Joystick auch ohne PC
von Hand verändert werden. Das Erodieren selbst ist von der CNC-
Steuerung unabhängig.
Natürlich kann man damit auch präzise Arbeiten erledigen, der Generator
zeigt die Position der Erodier-Z-Achse mit einer Auflösung von 0,01mm
an.
Erodiergenerator
Joystick, ermöglicht ohne PC
XYZ-Fahren von Hand
Erodierkopf


Schmiermittel
Seit April 2018 gibt es eine zweite Version einer Mini-Erodiermaschine. Darin ist das digitale Prinzip der Reglerversion 3 angewendet,
aber mit Schrittmotor. Dadurch entfällt der Aufwand für einen Inkrementalgeber mit Lochscheibe. Die Konstruktion kann man einfacher
nachbauen.
Die neue Version arbeitet deutlich schneller und mit geringeren Werkzeugverschleiss.