Peter Hofbauer’s private Homepage
Selbstbauprojekte
eigene Entwicklungen




Senk-Erodiermaschine
Die wahrscheinlich kleinste funktionsfähige Erodiermaschine der Welt!
Normale Erodiermaschinen sind große, tonnenschwere Maschinen. Meine Maschine ist etwa so groß wie ein Schuhkarton.
Weil das Erodierverfahren nicht sehr bekannt ist, folgt hier erst einmal eine Beschreibung.
Das Prinzip
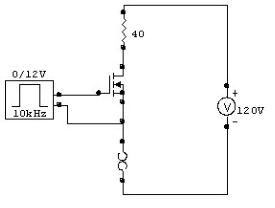
Es gibt 2 Arten: das Draht- und das Senk-Erodierverfahren. Hier beschreibe ich nur das Senk-Erodierverfahren. Das Senkerodieren ist ein abbildendes und berührungsfreies Verfahren. Ein Werkzeug wird in das Werkstück langsam hinein erodiert so das ein fast exakter Abdruck des Werkzeugs im Werkstück entsteht. Das Werkzeug kann eine beliebige Form haben. Beide Teile müssen elektrisch leitfähig sein. Der Vorgang findet unter einer Flüssigkeit (”Dielektrikum”) statt. In diesen Beispiel besteht das Werkzeug aus einen 1mm- Kupferdraht und das Werkstück aus einen verchromten Drehknopf aus Stahl. Als Dielektrikum wird hier destilliertes Wasser verwendet. Am Werkzeug liegt eine positive Impulsspannung von 120V an, der Minuspol ist mit den Werkstück verbunden. Die Impulse dauern hier 50us und die darauf folgende Pause beträgt 20us. Zwischen Werkzeug und Werkstück entsteht ein Funken, der mikroskopisch kleine Teilchen aus dem Werkstück heraus schleudert. Ein Lichtbogen darf auf keinen Fall entstehen. Dafür sorgt die Impulspause. Das Werkzeug wird in Z-Richtung mit einen DC-Motor langsam nach unten geregelt. Dabei darf das Werkzeug keine direkte Berührung mit den Werkstück bekommen. Es muss ein Funkenspalt möglichst konstant eingehalten werden. Der dabei entstehende Abbrand vom Werkstück wird mit einer Spülung fortlaufend entfernt. Dazu wird das Dielektrikum mit einer Pumpe umgewälzt. Ein Filter entfernt den darin enthaltenen Abbrand. Die für den Z-Antrieb notwendige Regelung ist nicht einfach weil der Erodiervorgang sehr kaotisch abläuft. Es gibt viele Metoden zur Erzeugung einer Führungsgröße, die zur Z-Regelung verwendet werden. Ich verwende eine einfache und bewährte Methode. Später werde ich noch andere Methoden einbauen und testen. Die Elektronik ist im “Generator”. Die Maschine wird über eine Steuerleitung (25 poliger SubD) und eine 120V-Impuls-Powerleitung (2 polig) mit den Generator verbunden. Hier ist das elektrische Prinzip im Erodiergenerator angedeutet. Eine Betriebsspannung von 120V wird mit einen VMOS auf das Werkzeug geschaltet. Ein Widerstand, hier 40 Ohm, begrenzt den Strom. Das Werkstück ist mit den Minuspol verbunden. Die Schaltung mit den VMOS ist im Generator erdfrei und kann auch umgedreht werden, also Minus ans Werkzeug. Geerdet wird das Ganze erst in der Maschine am Werkstück. Mein Generator hat 3 solcher Stufen mit den Widerständen 80, 40 und 20 Ohm. Damit kann man einen Strom von 1,5A bis 10,5A in 7 Stufen wählen.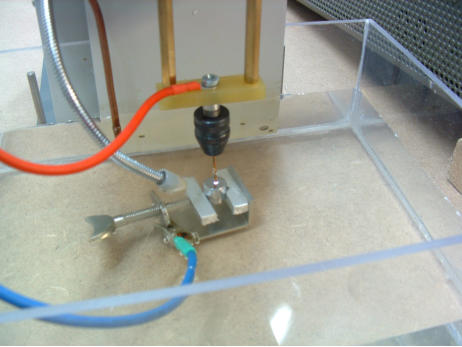

Spühlung

Werkstück

Werkzeug

Z
Funkenspalt
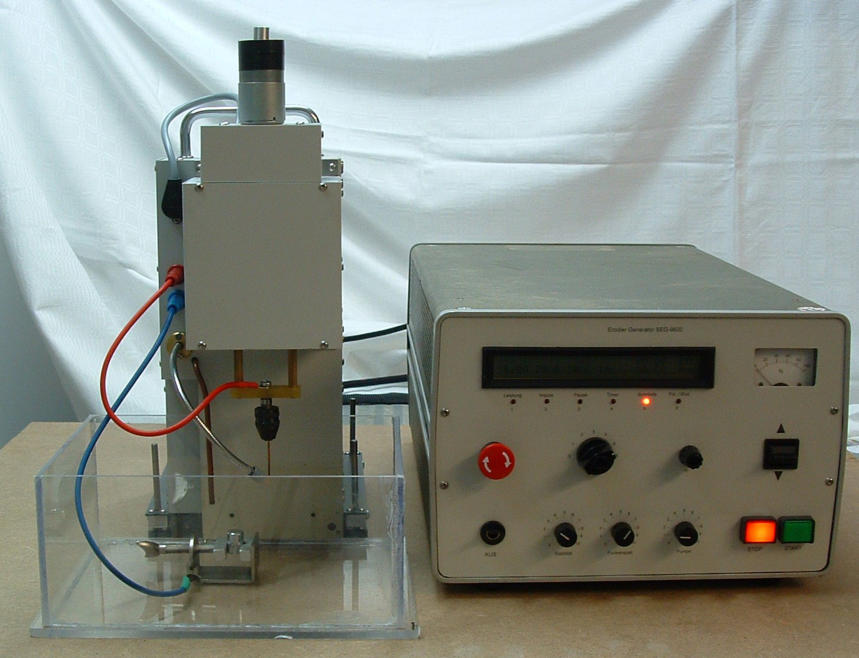
Die fertige Maschine
Die Anlage besteht aus 3 Teilen: der Maschine, den Generator und den Behälter fürs Dielektrikum. Der Behälter ist nicht wie üblich mit
der Maschine verbunden. Die Maschine kann einfach auf den Rand irgend eines Behälters gesetzt werden.
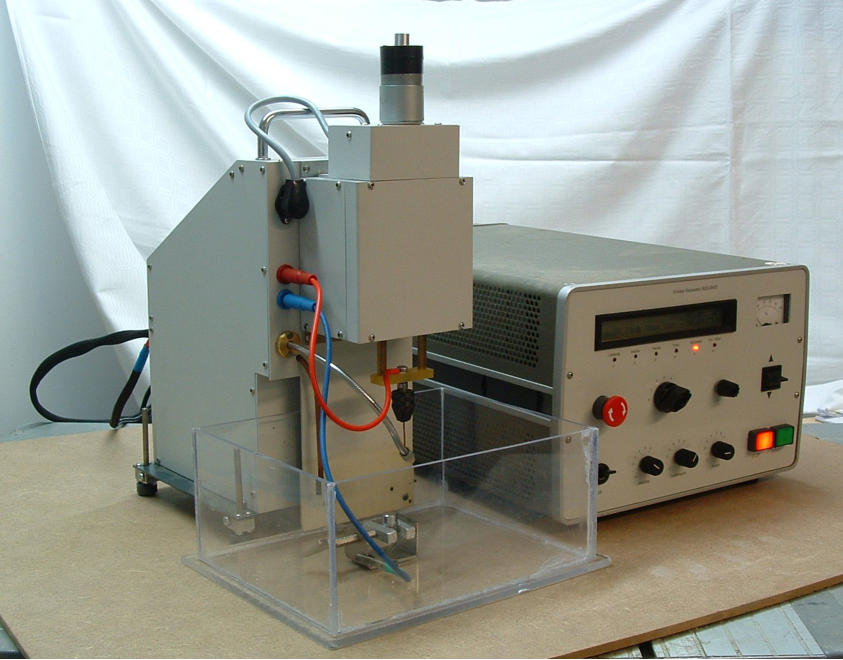
Generator
Maschine
Behälter
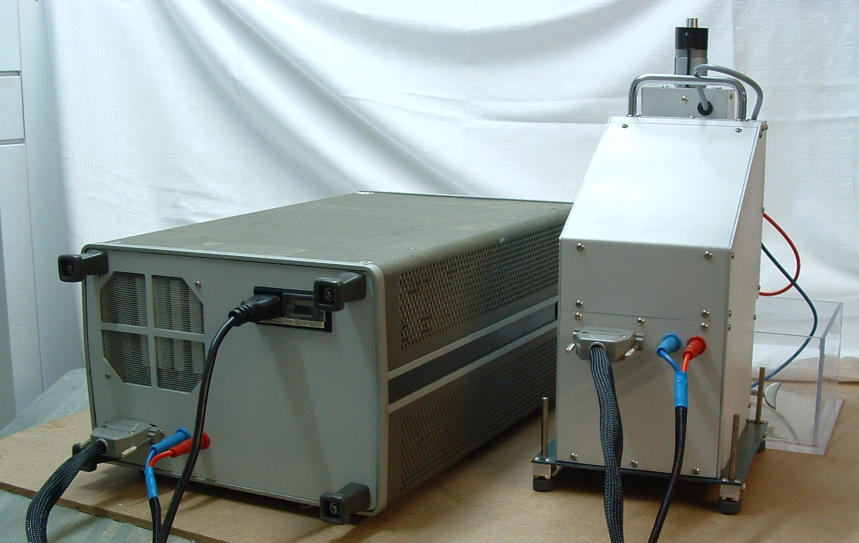
Die Erodierleistung des Generators beträgt 600W. Für
kleinere Arbeiten reicht das.
Die Größe des Werkstücks ist nicht auf die
Abmessungen des Behälters begrenzt. Die Höhe der
Maschine kann mit den verstellbaren Füßen
angehoben werden. Wenn das Werkstück einen
größeren Abstand des Werkzeugs zur Maschine
erfordert kann die Z-Einheit mit Abstand zur übrigen
Maschine montiert werden. Die Z-Einheit ist deswegen
mit 4 Schrauben angeschraubt und mit einer
Steckverbindung mit der Maschine verbunden.
Die Maschine kann auch komplett in einen großen
Behälter gesetzt werden, die elektrischen Teile sind
oben außer Reichweite.
Zur Demonstration wie es gemeint ist, hier ein Foto mit
der Maschine in der Duschwanne.
Z-Einheit



Bedienung
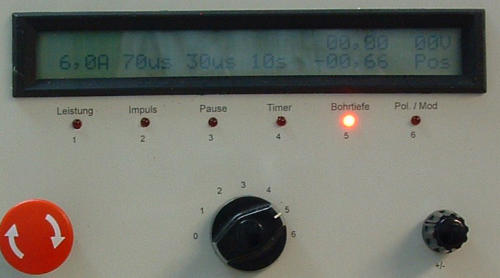
Die Bedienung ist sehr einfach. Die Daten sind permanent im LCD sichtbar und können auch im laufenden Betrieb verändert werden. Mit den Drehschalter wird ein Datum gewählt, eine LED unter den Daten zeigt darauf, und mit einen Drehknopf wird der gewünschte Wert eingestellt. Zuerst muss das Werkstück unter das Werkzeug positioniert werden. Dann mit der Wippe die Z-Achse nach unten bewegen. Sobald das Werkstück berührt wird, stoppt die Z-Achse und der Zähler für die Istpositon wird auf 0,00 gesetzt. Die Istposition steht im LCD über der Bohrtiefe. Nach START beginnt die Erodierung. Wenn die Istposition die Bohrtiefe erreicht, stoppt die Maschine. Das funktioniert auf einen hundertstel mm genau. Mit den beiden Potis “Stabilität” und “Funkenspalt” muß ein möglichst stabiler und konstanter Vorschub erreicht werden. Die Stabilität ist am Messwerk gut zu beurteilen. Die Größe des Funkenspaltes ist an der Spannungsanzeige rechts in der oberen Zeile abzuschätzen. Die Spülung ist mit dem Poti “Pumpe” stufenlos einstellbar. Das darf nicht zu klein, aber auch nicht zu heftig sein, sonst bläst man den Funken aus. Damit der Abbrand den Vorgang nicht blockieren kann, dieser kann einen Kurzschluss bewirken, muss das Werkstück ab und zu angehoben werden. Dazu dient der “Timer”. Nach der gewählten Zeit wird das Werkzeug kurz auf +3mm übers Werkstück angehoben. Die Daten: 1 = Leistung (Spitzenstrom), 1,5A bis 10,5A 2 = Impuls, von 2us bis 99us 3 = Pause, von 2us bis 99us 4 = Timer, von 0 (=aus) bis 99 Sekunden 5 = Bohrtiefe in 1/100 mm 6 = Polarität, plus, minus, wechselnd
Netzschalter
NOT-AUS
Stabilität
Funkenspalt
Pumpe
STOP
START
Z auf/ab